![]() Cause & Effect Matrix in Safety PLC / DCS — Explained Simply
Cause & Effect Matrix in Safety PLC / DCS — Explained Simply
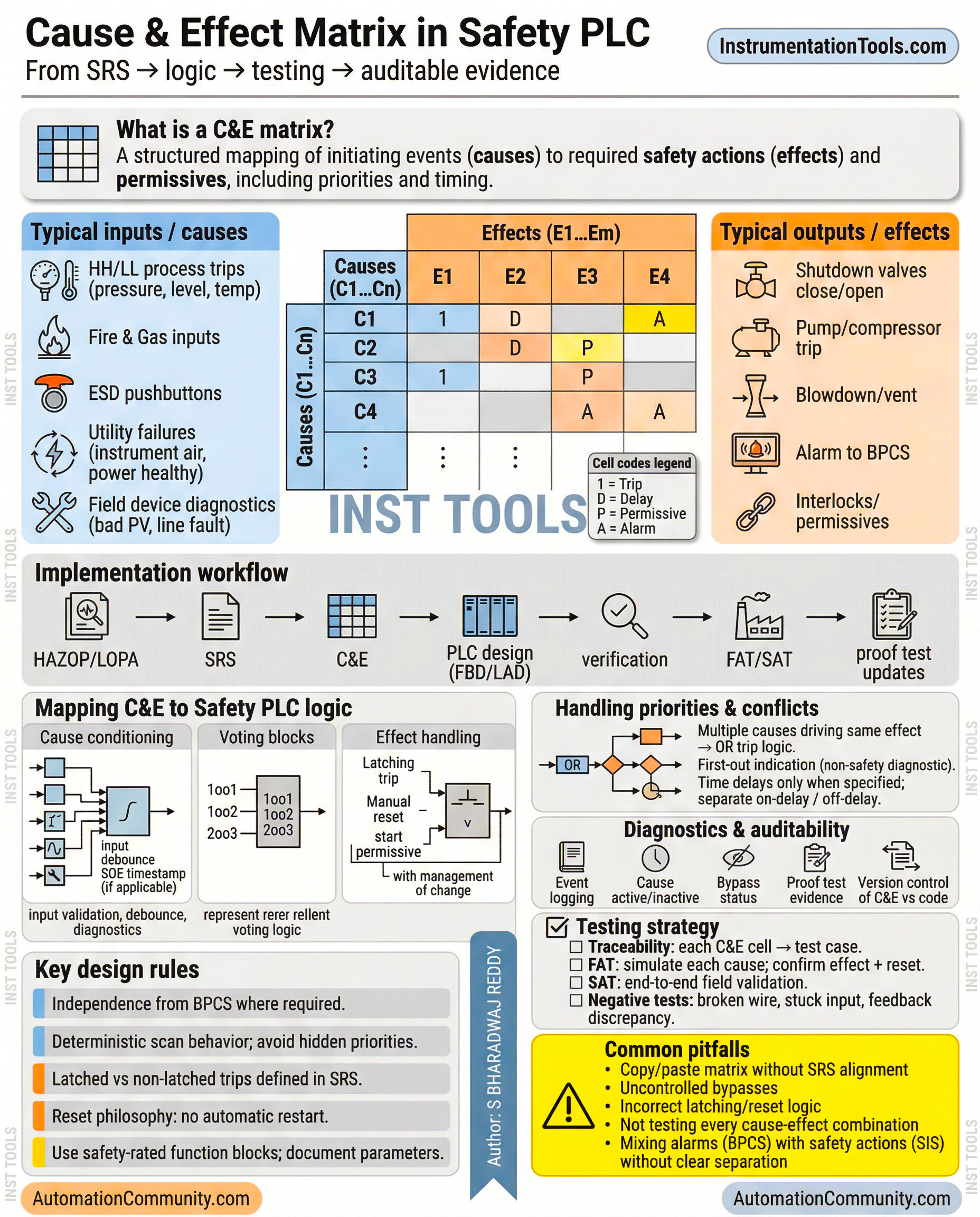
In process plants, safety actions must happen automatically and correctly during abnormal conditions.
That’s where the Cause & Effect (C&E) Matrix becomes critical ![]()
 What is a Cause & Effect Matrix?
What is a Cause & Effect Matrix?
![]() A document that defines:
A document that defines:
![]() CAUSE → Abnormal condition detected
CAUSE → Abnormal condition detected
![]() EFFECT → Action the system must perform
EFFECT → Action the system must perform
![]() It is the logic blueprint for SIS / DCS implementation
It is the logic blueprint for SIS / DCS implementation
![]() Simple example
Simple example
![]() Cause: High-High Pressure
Cause: High-High Pressure
![]() Effects:
Effects:
![]() Trip pump
Trip pump
![]() Close shutdown valve
Close shutdown valve
![]() Generate alarm
Generate alarm
 Where C&E matrix is used
Where C&E matrix is used
![]() Oil & Gas plants
Oil & Gas plants
![]() Chemical plants
Chemical plants
![]() Power plants
Power plants
![]() Burner Management Systems (BMS)
Burner Management Systems (BMS)
![]() Safety Instrumented Systems (SIS)
Safety Instrumented Systems (SIS)
 How it is implemented in PLC / DCS
How it is implemented in PLC / DCS
![]() Inputs from field devices:
Inputs from field devices:
![]() Pressure transmitters
Pressure transmitters
![]() Temperature switches
Temperature switches
![]() Gas detectors
Gas detectors
![]()
![]() PLC / Safety PLC executes logic
PLC / Safety PLC executes logic
![]()
![]() Outputs activated:
Outputs activated:
![]() ESD valves
ESD valves
![]() Pump trips
Pump trips
![]() Alarms
Alarms
![]() Shutdown actions
Shutdown actions
 Typical implementation methods
Typical implementation methods
![]() Ladder Logic
Ladder Logic
![]() Function Block Diagram (FBD)
Function Block Diagram (FBD)
![]() Cause & Effect logic tables
Cause & Effect logic tables
![]() Sequential shutdown logic
Sequential shutdown logic
 Important engineering practices
Important engineering practices
![]() Logic must match approved C&E matrix
Logic must match approved C&E matrix
![]() Proper bypass/interlock handling required
Proper bypass/interlock handling required
![]() Sequence of Events (SOE) recording important
Sequence of Events (SOE) recording important
![]() Testing & validation mandatory
Testing & validation mandatory
 Key takeaway
Key takeaway
![]() C&E matrix converts process hazards into automatic protection actions
C&E matrix converts process hazards into automatic protection actions
![]() Simple understanding
Simple understanding
![]() Cause detected →
Cause detected → ![]() System reacts automatically
System reacts automatically
That’s the core of every safety shutdown system.
#SIS dcs #CauseAndEffect #ProcessSafety #FunctionalSafety #Instrumentation Automation #ControlSystems #Engineering #SafetyPLC ![]()